Patikimas tarpo tarp cilindrų bloko galvutės ir variklio bloko sandarinimas yra vienas pagrindinių reikalavimų, keliamų šiuolaikinei variklių technikai. Sandarinimo paviršių kokybė lemia ne tik cilindrų bloko galvutės sandariklio (CBGS) eksploatavimo trukmę, bet ir variklio veikimo efektyvumą. Skirtingos sandarinančios medžiagos kelia specialių reikalavimų sandarinimo paviršių apdirbimui. Jei anksčiau kartu su tvirtais pilkojo ketaus blokais dažniausiai buvo naudojami minkštų medžiagų cilindrų bloko galvutės sandarikliai, tai atsiradus šiuolaikinių variklių kartoms situacija iš esmės pasikeitė. Šiandien daugiasluoksnio metalo (MLS) arba metalo-elastomero cilindrų bloko galvutės sandarikliai atitinka šiuolaikinės technikos lygį, o tai kelia aukštesnius reikalavimus paviršių kokybei.

Cilindrų bloko galvutės pažeidimų priežastys
Cilindrų bloko galvutės gali būti pažeistos dėl įvairių veiksnių. Dažnai deformacijų atsiranda dėl perkaitimo arba netolygių terminių apkrovų, dėl kurių susidaro nelygus sandarinimo paviršius ir kurie neigiamai paveikia tarpo tarp cilindrų bloko galvutės ir variklio bloko sandarinimą. Metalo įtrūkimų taip pat gali atsirasti dėl perkaitimo arba medžiagos nuovargio ir jie gali sukelti aušinimo skysčio arba alyvos nuotėkių. Vožtuvų lizdų, vožtuvų kreipiamųjų įvorių ir sandarinimo paviršių nusidėvėjimas yra dar viena problema, galinti neigiamai paveikti cilindrų bloko galvutės veikimą. Be to, senesniuose varikliuose ant sandarinimo paviršių dažnai atsiranda korozijos, kuri papildomai apsunkina sandarinimą.
Cilindrų bloko galvutės remonto darbų etapai
Cilindrų bloko galvutės remontas atliekamas keletu tikslių darbo etapų. Pirmiausiai cilindrų bloko galvutė atskiriama nuo variklio bloko ir visiškai išardoma. Išimamos visos primontuojamos dalys, tokios kaip vožtuvai, kumšteliniai velenai, sandarikliai ir varžtai. Tada cilindrų bloko galvutė kruopščiai nuvaloma, kad būtų pašalinti alyvos, suodžių ir aušinimo skysčio likučiai. Tai svarbu, kad ją būtų galima tiksliai apžiūrėti ir apdirbti. Nuvalius, cilindrų bloko galvutė patikrinama, ar joje nėra pažeidimų. Laikrodiniu indikatoriumi arba liniuote patikrinama, ar paviršius yra lygus, nes dėl deformacijos gali atsirasti nesandarumų.
Reikalavimai paviršių kokybei, priklausomai nuo sandariklio tipo
Minkštos medžiagos cilindrų bloko galvutės sandarikliams reikalingas santykinai šiurkštus paviršius, kad būtų užtikrinamas mechaninis sukibimas su sandarinama medžiaga. Tipinės šiurkštumo vertės šiuo atveju yra Rz 15–20 µm, Rmax 20–25 µm ir Wt 8–10 µm. Ši struktūra užtikrina patikimą sandarinimą dėl mechaninio sandarinamos medžiagos sukibimo.
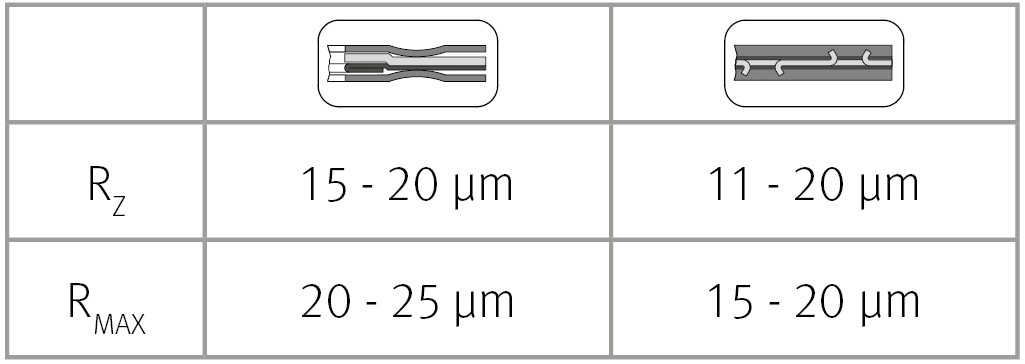
Šiuolaikiniams daugiasluoksnio metalo sandarikliams (MLS) reikia daug tikslesnio paviršių apdirbimo. Leistinosios vertės yra Rz iki 11 µm ir Rmax iki 15 µm – įprastai faktinės vertės yra daug mažesnės, nes MLS sandarikliams didelis šiurkštumas yra nepageidaujamas. Dėl per šiurkštaus paviršiaus metalo sluoksniai gali nepakankamai sandarinti.
Metalo-elastomero sandarikliams, kuriuose kartu naudojami metalas ir elastomeras, reikia subalansuotos paviršiaus struktūros. Jis turi būti pakankamai glotnus, kad sandarintų, bet taip pat turėti mikroskopines iškyšas, skirtas sandarinimo briaunoms. Idealios vertės šiuo atveju yra Rz 11–20 µm, Rmax 15–20 µm ir Wt 8–10 µm.
Cilindrų bloko galvutės ir cilindrų bloko apdirbimas MLS sandarikliams
Svarbus punktas naudojant daugiasluoksnio metalo sandariklius yra tai, kad reikia apdirbti ir cilindrų bloko galvutę, ir cilindrų bloką. Reikalavimai tiesiniam prispaudimui – taigi tolygiam prispaudimo slėgio paskirstymui – turi būti identiški abiems paviršiams, kad būtų užtikrinamas patikimas sandarumas.

Svarbi pastaba.
Naudojant MLS sandariklius yra labai svarbu, kad sandarinimo paviršiai (cilindrų bloko galvutės ir variklio bloko) būtų išlyginti. Jei šis apdirbimas neatliekamas, negalima užtikrinti, kad naujas MLS sandariklis patikimai sandarins ir pasieks tokią pačią eksploatavimo trukmę, kaip ankstesnėje įmontavimo būsenoje. Netgi mažiausi nelygumai arba paviršiaus kokybės nuokrypiai gali tapti nesandarumo ir pirmalaikio gedimo priežastimi.
Papildoma pastaba dėl paviršių apdirbimo
Blogiausiu atveju, netgi dėl vienintelio sandarinimo paviršiaus įbrėžimo, MLS sandariklio griovelis gali nebeužtikrinti sandarumo. Todėl išlygintą paviršių reikia visada atidžiai saugoti ir atitinkamai laikyti – ypač sandėliuojant, transportuojant ir įmontuojant.
Mitai apie vario purškalą ir sandarinimo priemones
Plačiai paplitęs vario purškalo arba kitokių sandarinimo priemonių naudojimas MLS sandarikliams yra ne tik nereikalingas, bet ir gali turėti netgi priešingo poveikio. Tokios priemonės negali išlyginti įbrėžimų ar kompensuoti nepakankamo šiurkštumo ir blogiausiu atveju pablogina sandariklio veikimą. MLS sandarikliai suprojektuoti kaip „sausai“ įmontuojami tikslieji komponentai – papildomos dangos trukdo atlikti numatytą sandarinimo sluoksnių funkciją ir gali tapti nesandarumų priežastimi.
Apdirbamos medžiagos įtaka apdirbimui
Bloko medžiagai taip pat tenka svarbus vaidmuo. Jei anksčiau pilkojo ketaus blokai buvo pakankamai tvirti, kad toleruotų grubų apdirbimą, tai šiuolaikinės apdirbamos medžiagos, tokios kaip aliuminis ir silicio lydiniai, reikalauja tikslaus apdirbimo. Mikroskopiniai ištrupėjimai arba šlifavimo pėdsakai šiose lengvai pažeidžiamose medžiagose gali greitai tapti nesandarumų priežastimi. Todėl labai svarbu patikrinti paviršių kokybę naudojant tinkamą šiurkštumo matavimo prietaisą, nes vertinimas „iš akies“ neatitinka šiuolaikinių reikalavimų.

Sandarinimo paviršiaus lyginimas
Jei cilindrų bloko galvutės sandarinimo paviršius yra deformuotas, jį reikia išlyginti. Lyginant pašalinamas plonas medžiagos sluoksnis, kad paviršius vėl būtų lygus. Atsižvelgiant į deformaciją ir keliamus reikalavimus, tai atliekama plokščiuoju frezavimu, plokščiuoju šlifavimu arba pritrinant. Nuimamos medžiagos kiekis turi būti kaip galima mažesnis, kad per daug nepasikeistų cilindrų bloko galvutės forma ir matmenys. Nusidėvėję vožtuvų lizdai papildomai apdirbami arba pakeičiami, kad būtų užtikrinamas optimalus vožtuvų sandarinimas. Taip pat reikia patikrinti ir prireikus pakeisti vožtuvų kreipiamąsias įvores, kad būtų užtikrintas teisingas vožtuvų tarpelis. Apdirbta cilindrų bloko galvutė vėl sumontuojama su naujais sandarikliais ir laikantis gamintojo reikalavimų. Montuojant svarbu, kad varžtai būtų priveržiami tinkama eilės tvarka ir nurodytu sukimo momentu, kad būtų išvengta įtempių ir deformacijų.
Venkite montavimo klaidų
Netinkamas montavimas, toks kaip neteisingas varžtų priveržimas arba pakartotinis sandariklių naudojimas, taip pat gali tapti nesandarumų priežastimi. Todėl yra svarbu sandariklį visada pakeisti nauja, geros kokybės dalimi ir laikytis gamintojo nurodymų dėl montavimo. Prastos kokybės ar netinkami sandarikliai gali pirma laiko sugesti.
Todėl visada pasitikėkite tik originalios įrangos gamintojo kokybės „Elring“atsarginėmis dalimis.





Komentarai